塑料
成型工艺
一
注塑成型
1、注射成型
注射成型:又称注塑成型,其原理是将粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或**推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。
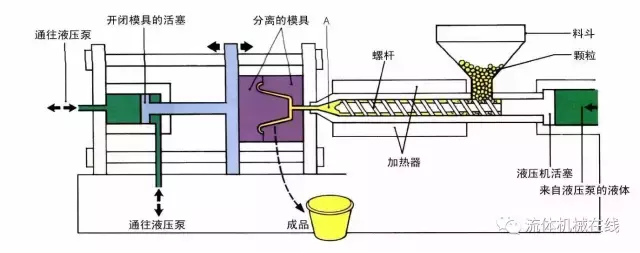
注射成型原理图
(引自杰姆斯·伽略特 著 常初芳 译. 设计与技术. 北京:科学出版社,2004.)
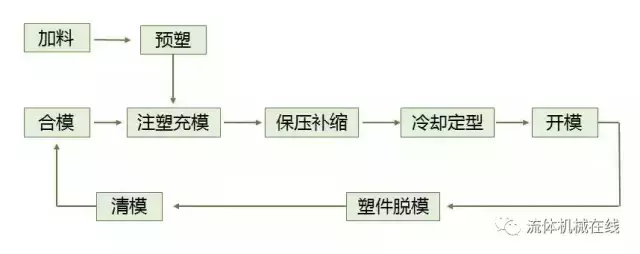
工艺流程:
影响注塑成型质量的要素:注入压力,注塑时间,注塑温度
工艺特点:
优 点:
1、成型周期短、生产效率高、易实现自动化
2、能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件
3、产品质量稳定
4、适应范围广
缺 点:
1、注塑设备价格较高
2、注塑模具结构复杂
3、生产成本高、生产周期长、不适合于单件小批量的塑件生产
应 用:
在工业产品中,注射成型的制品有:厨房用品(垃圾筒、碗、水桶、壶、餐具以及各种容器),电器设备的外壳(吹风机、吸尘器、食品搅拌器等),玩具与游戏,汽车工业的各种产品,其它许多产品的零件等。

2、嵌件注塑

嵌件注塑:嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。
工艺流程:
在嵌件成型工艺里,注塑机通常只是整个系统中的一部分。嵌件通常首先需要取向,可以用振动台来完成这一任务。然后由机械手臂末端工具(EOAT)将嵌件放入模具内,通常可以借助一个预定位装置来进入模具。到了成品件阶段后,顶出定位是最最重要的一步,注塑机开模动作的可重复性在这里至关重要。嵌件在被关进模具里后,就以真空状态固定,或通过机械方式固定(如采用滑块)。在嵌件**的同时,上一成品件被顶出。
技术特点:
1、多个嵌件的事前成型组合,使得产品单元组合的后工程更合理化。
2、树脂的易成型性、弯曲性与金属的刚性、强度及耐热性的相互组合补充可结实的制成复杂精巧的金属塑料一体化产品。
3、特别是利用了树脂的绝缘性和金属的导电性的组合,制成的成型品能满足电器产品的基本功能。
4、对于刚性成型品、橡胶密封垫板上的弯曲弹性成型品,通过基体上注塑成型制成一体化产品后,可省去排列密封圈的复杂作业,使得后工序的自动化组合更容易。
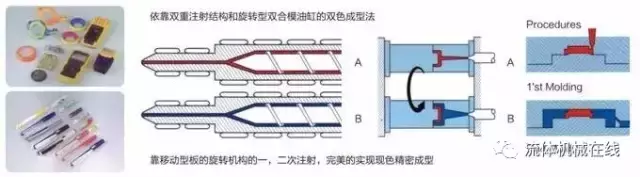
3、双色注塑

双色注塑:是指将两种不同色泽的塑料注入同一模具的成型方法。它能使塑料出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的使用性和美观性。
工艺流程:
技术特点:
1、核心料可以使用低黏度的材料来降低**压力。
2、从环保的考虑,核心料可以使用回收的二次料。
3、根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。
4、可以利用较低质量的核心料以降低成本。
5、 皮层料或核心料可使用价格昂贵且具特殊表面性质,如防电磁波干扰、高电导性等材料以增加产品性能。
6、适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质。
4、微发泡注塑成型工艺

微发泡注塑成型工艺:是一种革新的精密注塑技术,是靠气孔的膨胀来填充制品,并在较低且平均的压力下完成制件的成型。
基本原理:
微孔发泡成型过程可分成三个阶段:首先是将超临界流体(二氧化碳或氮气)溶解到热融胶中形成单相溶体;然后通过开关式射嘴射人温度和压力较低的模具型腔,由于温度和压力降低引发分子的不稳定性从而在制品中形成大量的气泡核,这些气泡核逐渐长大生成微小的孔洞。
工艺流程:
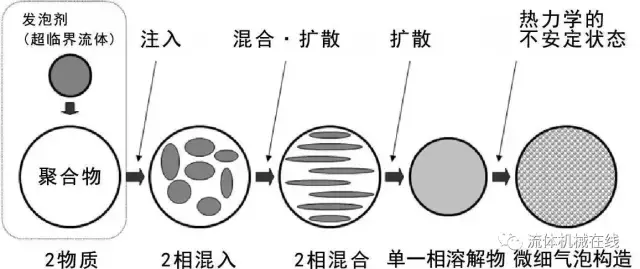
图1.MuCell®工艺流程图
工艺特点:
1、精密注塑;
2、突破了传统注塑的诸多局限,可显著减轻制件的重量、缩短成型周期;
3、极大地改善了制件的翘曲变形和尺寸稳定性。
应 用:
汽车仪表盘,门板、空调风管等
5、纳米注塑成型(NMT)
中兴Grand S EXT
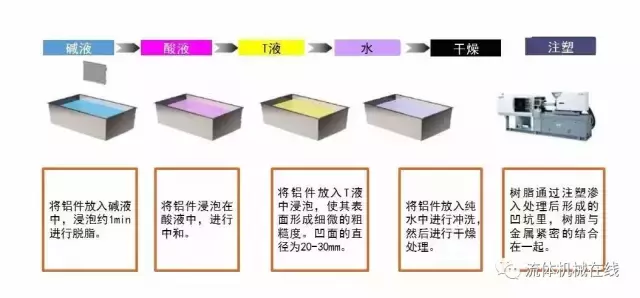
NMT(Nano Molding Technology):是金属与塑胶以纳米技术结合的工法,先将金属表面经过奈米化处理後,塑胶直接**成型在金属表面,让金属与塑胶可以一体成形。
工艺流程:
纳米成型技术根据塑胶的位置分为两类工艺:
1、塑胶为非外观面的一体成型
2、塑胶为外观面的一体成型
工艺特点:
1、制品具有金属外观质感,
2、制品机构件设计简化,让产品更轻、薄、短、小,且较CNC加工法更具成本效益。
3、降低生产成本并且高结合强度,及大幅降低相关耗材的使用率
适用的金属与树脂材料:
1、铝、镁、铜、不锈钢、钛、铁、镀锌板、黄铜;
2、铝合金的适应性较强,包括1000到7000系列;
3、树脂包括PPS、PBT、PA6、PA66、PPA;
4、PPS具有特别强的粘合强度(3000N/c㎡)。
应 用:
手机外壳、笔记本电脑外壳等

Lenovo笔记本
注塑机设备供应商:
1.加拿大赫斯基(HUSKY)公司
2.日本东芝注塑机
3.宇部
4.东洋toyo
5.奥地利恩格尔公司
6.力劲
……
二
挤出成型(型材)

挤出成型:又称挤塑成型,主要适合热塑性塑料的成型,也适合部分流动性较好的热固性和增强塑料的成型。其成型过程是利用转动的螺杆,将被加热熔融的热塑性原料,从具有所需截面形状的机头挤出,然后由定型器定型,再通过冷却器使其冷硬固化,成为所需截面的产品。
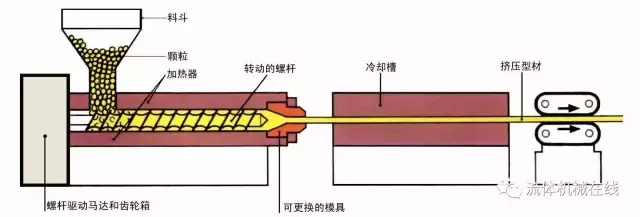
挤出成型原理图
(引自杰姆斯·伽略特 著 常初芳 译. 设计与技术. 北京:科学出版社,2004.)
工艺流程:
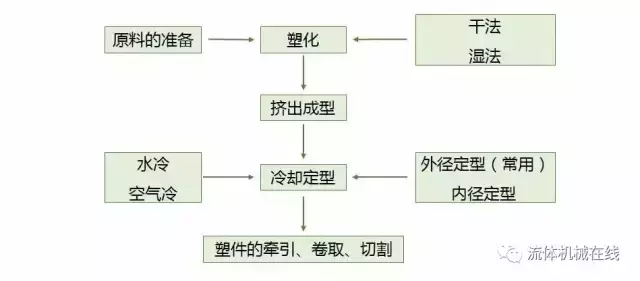
工艺特点:
1、设备成本低;
2、操作简单、工艺过程容易控制、便于实现连续自动化生产;
3、生产效率高;产品质量均匀、致密;
4、通过改变机头口模可成型各种断面形状的产品或半成品。
应 用:
在产品设计领域,挤出成型具有较强的适用性。挤出成型的制品种类有管材、薄膜、棒材、单丝、扁带、网、中空容器、窗户、门的框架、板材、电缆包层、单丝以及其它异型材等。
挤出机设备供应商:
1. 德国科倍隆Coperion
2. 德国克劳斯玛菲-贝尔斯托夫KraussmaffeiBerstorff
3. 德国巴顿菲尔Battenfeld
……
三
压延成型(片材、薄膜)

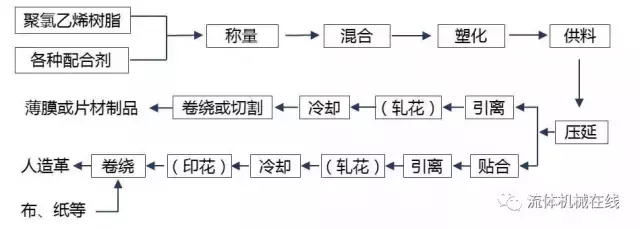
压延成型:是塑料原料通过一系列加热的压辊,使其在挤压和展延作用下连接成为薄膜或片材的方法。
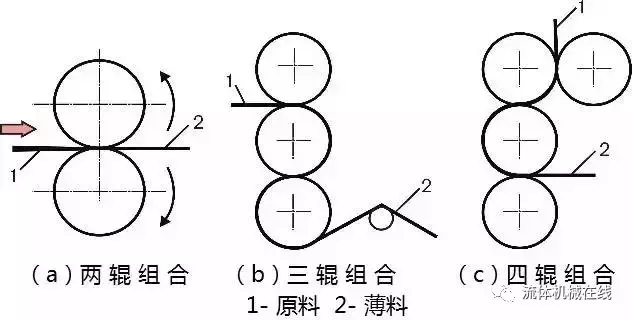
压延成型原理图
工艺流程:
工艺特点:
优 点:
产品质量好、生产能力大、可自动化连续生产;
缺 点:
设备庞大、精度要求高、辅助设备多、制品宽度受压延机辊筒长度的限制。
应 用:
多用于生产PVC软质薄膜、薄板、片材、人造革、壁纸、地板革等。
压延机设备供应商:
1.台湾翔工机械股份有限公司
2.无锡双象橡塑机械有限公司
3.大连华韩橡塑机械有限公司
……
四
吹塑成型

吹塑成型:是将从挤出机挤出的熔融热塑性原料,夹入模具,然后向原料内吹入空气,熔融的原料在空气压力的作用下膨胀,向模具型腔壁面贴合,最后冷却固化成为所需产品形状的方法。
吹塑成型分为薄膜吹塑和中空吹塑两种。
1.薄膜吹塑
薄膜吹塑是将熔融塑料从挤出机机头口模的环行间隙中呈圆筒形薄管挤出,同时从机头中心孔向薄管内腔吹入压缩空气,将薄管吹胀成直径更大的管状薄膜(俗称泡管),冷却后卷取。
2.中空吹塑
中空吹塑成型是借助气体压力,将闭合在模具型腔中的处于类橡胶态的型坯吹胀成为中空制品的二次成型技术,是生产中空塑料制品的方法。中空吹塑成型按型坯的制造方法不同,有挤出吹塑、注射吹塑、拉伸吹塑。
1)挤出吹塑:挤出吹塑成型是用挤出机挤出管状型坯,趁热将其夹在模具模腔内并封底,再向管坯内腔通入压缩空气吹胀成型。
2)注射吹塑:所用的型坯由注射成型而得。型坯留在模具的芯模上,用吹塑模合模后,从芯模中通入压缩空气,将型坯吹胀,冷却,脱模后即得制品。
3)拉伸吹塑:将已经加热到拉伸温度的型坯放置在吹塑模具中,用拉伸杆进行纵向拉伸,用吹入的压缩空气进行横向拉伸吹胀,从而得到产品的方法。
优点:
制品壁厚均匀、重量公差小、后加工少、废边角小;适宜于生产批量大的小型精制品。
应用:
薄膜吹塑主要用于制造塑料薄模;中空吹塑主要用于制作中空塑料制品(瓶子、包装桶、喷壶、油箱、罐、玩具等)